多測點鎧裝熱電偶絕緣性能改進
發(fā)布時間:2024-06-03
瀏覽次數(shù):
摘要:
多測點鎧裝熱電偶溫度傳感器是航空發(fā)動機某截面全周向集成溫度測量的專用特殊傳感器,絕緣性能是影響其測溫精度的關(guān)鍵因素之一。該產(chǎn)品結(jié)構(gòu)和工作原理等方面分析絕緣性能的影響因素,在此基礎(chǔ)上,分別對傳感器輸入端、傳輸端、輸出端三部分進行結(jié)構(gòu)和工藝分析,開展試驗驗證,并提出相應改進措施,以從各方面提升傳感器絕緣性能。提出的改進措施對于指導其他同類鎧裝熱電偶溫度傳感器性能提升也具有指導意義。
隨著現(xiàn)代航空發(fā)動機向高溫、高壓、高轉(zhuǎn)速的“三高”方向發(fā)展,發(fā)動機排氣溫度升高,測溫截面溫度梯度增大,實時正確地測量全截面排氣溫度對于提高發(fā)動機的安全性、可靠性、穩(wěn)定性至關(guān)重要一叫。為全面評估發(fā)動機排氣溫度,通常采用沿發(fā)動機截面全周向布置4~8支熱電偶溫度傳感器采集溫度信號并通過集電環(huán)連接,每路溫度信號通過集電環(huán)的補償導線傳輸至接線盒內(nèi)并聯(lián),再通過接插件將信號輸出至控制器進行綜合計算。然而,該采用多支熱電偶溫度傳感器與.集電環(huán)集成測量的方式存在重量大、熱電偶輸出端與集電環(huán)接觸部位可靠性低、長時間使用后信號輸出不.穩(wěn)定等缺點,為滿足航空發(fā)動機對排氣溫度采集與傳輸系統(tǒng)小型化、輕量化、集成化的改進要求,多測點鎧裝熱電偶溫度傳感器應運而生。
多測點鎧裝熱電偶溫度傳感器是通過多路熱電偶感溫端采集發(fā)動機周向各部位溫度信號,經(jīng)鎧裝電纜傳輸,在接線盒內(nèi)將多組溫度信號并聯(lián),最終由接插件將信號輸出至控制器,即在一支傳感器實現(xiàn)溫度采集和信號傳輸?shù)墓δ芗?有效實現(xiàn)減重。鎧裝熱電偶的絕緣性能是影響其測溫精度的關(guān)鍵因素之一。通常,為保.證測溫精度正確性,傳感器的絕緣電阻要求達到無窮大,在長時使用后絕緣電阻仍可達到20MΩ以上間。然而,受原材料生產(chǎn)加工工藝等影響,加之多測點鎧裝熱電偶存在多個熱電極彎曲變形較大、焊點數(shù)較多等問題,易產(chǎn)生密封性不佳情況,進而影響產(chǎn)品的絕緣性能,個別產(chǎn)品使用后絕緣電阻會降低至1MΩ以下,從而造成溫度測量正確性較低情況。
分析了多測點鎧裝熱電偶溫度傳感器的工作原理和絕緣性能影響機理,在此基礎(chǔ)上依據(jù)產(chǎn)品結(jié)構(gòu)特點和生產(chǎn)工藝過程分別對其輸入端、傳輸端和輸出端三部分進行絕緣性能改進研究,主要包括連接封裝方式、熱處理方式、插座結(jié)構(gòu)、釬焊工藝和焊接工裝等改進提升,并對相關(guān)改進措施進行試驗驗證,以期提高傳感器的絕緣性能。
1多測點鎧裝熱電偶絕緣性能影響機理分析
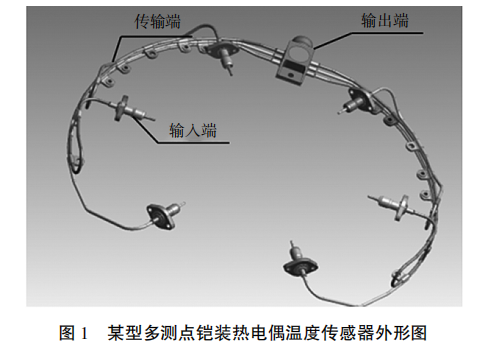
多測點鎧裝熱電偶溫度傳感器由多支鎧裝熱電極集成并聯(lián)組成,圖1為某型多測點鎧裝熱電偶溫度傳感器外形圖,傳感器主要由多個熱電極輸人端(測溫.端)、傳輸端(鎧裝電纜)、輸出端三部分組成,每個熱電極輸人端測量一個位置的溫度熱電勢變化,多路熱電勢信號在接線盒內(nèi)并聯(lián)后通過插座輸出多測點的平均電勢。
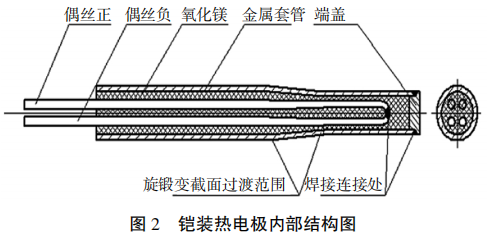
鎧裝熱電極是將異種熱電極偶絲(如鎳鉻-鎳硅、鎳鉻-鎳鋁等)用絕緣氧化物(如氧化鎂、氧化鋁等)及金屬套管封裝,經(jīng)特殊工藝拉拔、旋鍛制成的可撓堅實組合體,主要包括熱電極測溫端和鎧裝電纜部分,圖2為鎧裝熱電極內(nèi)部結(jié)構(gòu)圖。熱電極內(nèi)部異種熱電極偶絲串聯(lián)組成為-一個回路,當偶絲感溫端與連接儀表端(即參考端或冷端)存在溫差時,在回路中產(chǎn)生熱電勢,通過測定熱電勢的大小并參考分度表即可得到感溫端的溫度值,此即為熱電效應或塞貝克效應8。
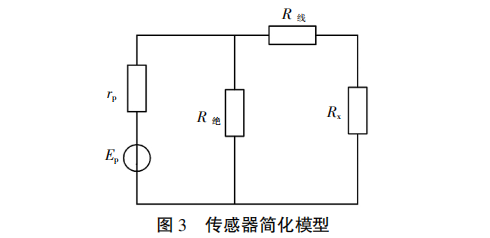
絕緣性能對熱電偶傳感器的影響機理可簡化為如圖3所示的電路模型,當考慮絕緣電阻對熱電偶性能的影響時,相當于在熱電偶負載兩端并人一個絕緣電阻R絕:,熱電偶并聯(lián)后的總熱電勢UL可表示為
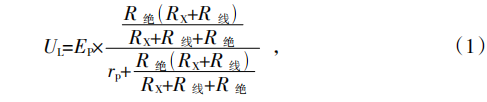
式中:rp為熱電偶自身電阻,約0~5Ω;Rx為電子控制器的內(nèi)阻,為∞;R線為信號傳輸線的內(nèi)阻,可忽略不計。則式(1)可簡化為:

可以看出,如果鎧裝熱電偶絕緣導通,R絕降至接.近于0,則對傳感器輸出信號有明顯影響,進而影響傳感器的測溫精度。
由鎧裝熱電極結(jié)構(gòu)可知,熱電極內(nèi)部填充的氧化鎂等氧化物的絕緣性能直接決定了熱電偶的絕緣性能。已有顯示,高純度氧化鎂粉在1100℃以內(nèi)均具有良好的絕緣性能。然而,當氧化鎂粉純度不高或長期暴露在空氣中與水汽接觸時,易吸附空氣中的水分子形成氫氧化鎂(式(3)),氫氧化鎂的絕緣性能遠低于氧化鎂,進而造成絕緣電阻值降低。

2傳感器絕緣性能改進研究
經(jīng)過前述對多測點鎧裝熱電偶溫度傳感器結(jié)構(gòu)分析,分別對傳感器輸入端、傳輸端、輸出端三部分進行結(jié)構(gòu)和生產(chǎn)工藝分析,在此基礎(chǔ)上制定相應改進措施,提升傳感器絕緣性能。
2.1輸入端絕緣性能改進研究
傳感器輸入端主要由熱電極端部、氧化鎂粉及端.蓋組成。熱電極端部內(nèi)偶絲通過激光焊接工藝連接成一個閉合回路,然后填充氧化鎂粉并做充分干燥處理,最后將端蓋與熱電極端部外殼焊接在一起實現(xiàn)密封。通常,端蓋與熱電極端部采用激光焊連接,若焊接時部分工藝細節(jié)注意不當會產(chǎn)生氣孔等焊接缺陷。經(jīng)分析,端蓋與熱電極端部焊縫之間存在氣孔的主要原因是焊接前氧化鎂粉干燥不充分,放置在空氣中可吸收空氣中的水分,焊接時由于溫度迅速升高,氧化鎂粉中的結(jié)晶水汽化形成焊接孔洞。
為驗證上述分析的合理性,選取600根熱電極,每200根為一-組進行試驗進行封焊合格率統(tǒng)計。第一組采用干燥箱干燥,干燥后直接取出放置在空氣中2h后進行焊接;第二組采用干燥箱干燥,干燥后直接取出放置在空氣中24h后進行焊接;第三組采用干燥箱干燥后取出立即進行焊接,焊接時其余待焊熱電極放置在紅外干燥箱中,焊接時每焊接一根拿取一根。試驗后檢查焊縫質(zhì)量,3組熱電極端部封焊合格率分別為95%.87%、100%,表明充分干燥對提高熱電極焊接質(zhì)量效果明顯。隨吸潮現(xiàn)象的加重,熱電極端部封焊合格率降低,熱電極端部封焊時必須對其進行充分干燥。
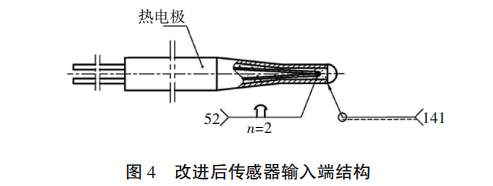
另一方面,激光焊焊接熔深相對較小,焊接強度較低,在發(fā)動機特殊高溫振動條件下易在焊縫處產(chǎn)生裂紋,影響熱電極端部密封性,進而影響產(chǎn)品的絕緣性能。為解決該問題,設計了如圖4所示的結(jié)構(gòu),即在熱電極端部采用高溫冷拉焊絲進行氬弧焊封焊,焊絲材料與熱電極外殼材料相同,焊接過程中,采用純銅工裝對熱電極端部焊接處進行包裹和定位,并減少由于焊接高溫產(chǎn)生的熱應力,在提高結(jié)構(gòu)強度的同時實現(xiàn)焊料與熱電極金屬外殼完全融合,有效避免由于前期端蓋焊接結(jié)構(gòu)焊縫失效造成的脫落或內(nèi)部吸潮現(xiàn)象,保證了鎧裝熱電偶的絕緣性能。
2.2傳輸端絕緣性能改進研究
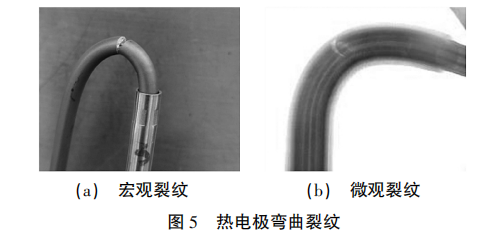
多測點鎧裝熱電偶的傳輸端主要為鎧裝電纜經(jīng)過彎曲、旋鍛等變形工藝生產(chǎn),單路鎧裝熱電偶傳輸端通常采用整支鎧裝電纜加工,密封性相對較好。然而,由于多測點鎧裝熱電偶主要功能為測量發(fā)動機某截面周向多點溫度,需對鎧裝電纜進行較大程度的彎曲加工成型。鎧裝電纜外套管通常為GH3039、GH3128等高溫合金材料,其進行彎曲變形前若熱處理工藝設置不當,易在彎曲過程中鎧裝電纜外套管產(chǎn)生宏觀或微觀裂紋(圖5),導致電纜內(nèi)部氧化鎂絕緣層外露,進而發(fā)生吸潮,從而降低絕緣性能。
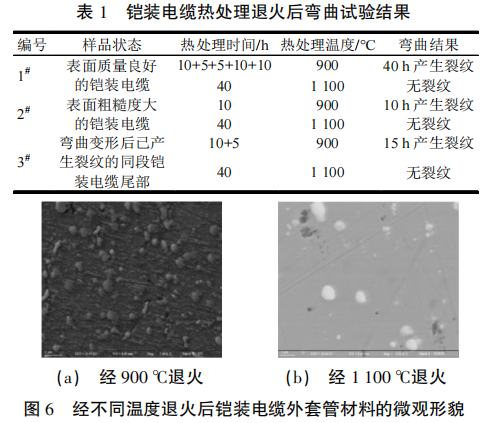
選取GH3128為鎧裝電纜外套管材料的表面質(zhì)量良好的鎧裝電纜(1#)、表面粗糙度大的鎧裝電纜(2#)和彎曲變形后已產(chǎn)生裂紋的同段鎧裝電纜尾部(3#)樣品分別進行900℃C和1100℃不同時間熱處理退火,試驗結(jié)果見表1。結(jié)果表明,經(jīng)過900℃退火處理不同時間后,鎧裝電纜彎曲后均產(chǎn)生裂紋。2樣品經(jīng)過10h退火后彎曲即產(chǎn)生裂紋;1樣品經(jīng)過40h退火后彎曲也產(chǎn)生裂紋;經(jīng)過1100℃、40h熱處理退火后對3種樣品彎曲均未發(fā)現(xiàn)裂紋。圖6(a)和圖6(b)分別為經(jīng)過不同溫度10h退火后鎧裝電纜外套管材料的微觀形貌,可以看到,經(jīng)過900℃退火后,顯微組織中有較多的顆粒狀析出物,而經(jīng)過1100℃退后,顯微組織中無顆粒狀析出物分布。這是由于GH3128合金在850~950℃易析出大量顆粒狀μ相,μ相屬于有害的硬脆相,塑性相的晶粒被硬脆相分割并分布在晶界上易產(chǎn)生應力集中,大大降低金屬的塑性;而經(jīng)過1100℃高溫固溶處理后,可有效將硬脆的μ相溶解,從而改善材料的塑性。
2.3輸出端絕緣性能改進研究
多測點鎧裝熱電偶的輸出端主要包括用于將多路鎧裝熱電極傳輸端收集并聯(lián)和將其轉(zhuǎn)接至插座端的接線盒及用于信號集成輸出的插座,接線盒與鎧裝熱電極電纜間采用火焰釬焊連接,接線盒與插座采用氬弧焊焊接密封,插座焊杯通過銀銅焊與偶絲連接。輸出端各處若密封性不好,空氣中的水汽將通過非密封點進入插座和接線盒內(nèi)部與鎧裝熱電極內(nèi)部氧化鎂絕緣物接觸,導致絕緣性能降低。因此,對于輸出端主要通過插座結(jié)構(gòu)改進設計、細化火焰釬焊工藝、設計專用焊接散熱工裝等方式提高產(chǎn)品絕緣性能。
2.3.1插座結(jié)構(gòu)改進設計
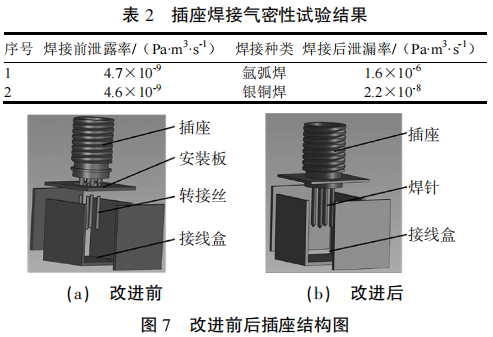
多測點鎧裝熱電偶的插座為常規(guī)圓形插座,插座外殼與插針之間通過玻璃燒結(jié)形成密封性絕緣體。表2對比了采用氬弧焊和銀銅焊焊接后通過氦質(zhì)譜檢漏儀測試插座氣密性結(jié)果,可以看出,經(jīng)過氬弧焊和銀銅焊后插座氣密性均有所降低,氬弧焊對插座氣密性影響更大,較焊接前泄漏量增加3個數(shù)量級。這主要是由于插座與接線盒的連接焊縫與玻璃燒結(jié)面間距離較近,氬弧焊接時產(chǎn)生的高溫易導致玻璃燒結(jié)面受熱變形,因玻璃燒結(jié)面與插座外殼差異產(chǎn)生縫隙使插座氣密性下降。
為盡可能避免焊接過程對傳感器輸出端氣密性的影響,對插座結(jié)構(gòu)進行改進設計。如圖7所示,主要在.兩方面做了改進設計:①插座一體化設計,將原有安裝板作為插座殼體的一部分,實現(xiàn)插座與接線盒焊接位置遠離玻璃燒結(jié)面;②對接觸件結(jié)構(gòu)進行改進,將焊杯.和轉(zhuǎn)接絲整合為焊針,省略銀銅焊。經(jīng)過試驗驗證,改進后結(jié)構(gòu)的密封性明顯提升。
2.3.2細化火焰釬焊工藝
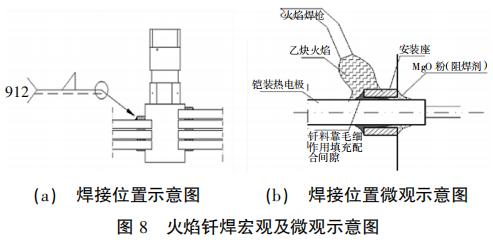
多測點鎧裝熱電偶接線盒與鎧裝熱電極電纜間的焊接質(zhì)量是影響輸出端密封性的另一關(guān)鍵位置,該位置采用火焰釬焊進行焊接密封,圖8為焊接位置宏觀及微觀示意圖。焊接工藝流程為首先通過專用工裝進行熱電極組件裝配固定,然后在鎧裝熱電極電纜尾部接線盒內(nèi)側(cè)涂MgO溶劑作為阻焊劑,為防止釬焊焊料熔融狀態(tài)時流淌至接線盒內(nèi)部電纜端面污染鎧材內(nèi)部絕緣氧化物,最后在待焊接處涂釬料進行焊接。因此,影.響該位置焊接質(zhì)量的因素主要有零件清潔程度、阻焊劑配比焊接放置方式等,需在焊接時進行精細化。
1)零件清潔程度。零件清潔程度對焊接質(zhì)量有影響,當接線盒內(nèi)外部表面和鎧裝熱電極電纜表面存在油污、雜質(zhì)等且位于熱電極電纜與接線盒配合待焊處時,將影響焊縫金屬熔合和焊接牢固性。因此,焊接前需對待焊零件采用無水乙醇或丙酮充分潔凈清洗。
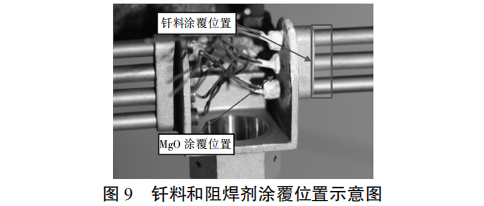
2)阻焊劑配比。多測點鎧裝熱電偶接線盒與鎧裝熱電極電纜間的火焰釬焊釬料和阻焊劑涂覆位置如圖9所示,阻焊劑主要用于防止釬焊焊料熔融狀態(tài)時流淌至接線盒內(nèi)部電纜端面污染鎧材內(nèi)部絕緣氧化物。阻焊劑采用氧化鎂粉和去離子水按一定比例配制,其配比將直接影響待焊部位的焊接效果。
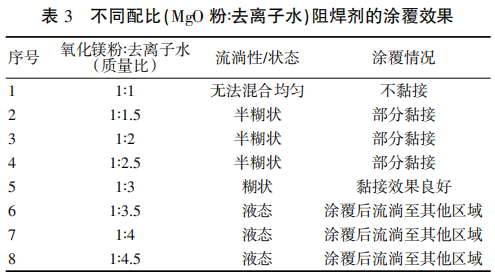
為了驗證不同濃度配比的氧化鎂阻焊劑的涂覆效果,將氧化鎂粉與去離子水(質(zhì)量比)按照1:1~1:4.5進.行配比進行涂覆試驗,觀察阻焊劑的流布情況(表3)。結(jié)果表明,當氧化鎂粉:去離子水(質(zhì)量比)=1:1時,無法形成有效的糊狀物,混合物為半粉末狀態(tài),涂覆后混合物易脫落,不能起到有效黏接阻焊作用;氧化鎂粉:去離子水(質(zhì)量比)=1:3.5(或大于3.5)時,混合物為液態(tài),涂覆后阻焊劑可流淌至待焊區(qū)域等其他部位,阻焊效果不佳;氧化鎂粉:去離子水(質(zhì)量比)=1:3時,氧化鎂粉與去離子水能夠形成黏度較好的糊狀物,涂覆后黏接和阻焊效果良好。
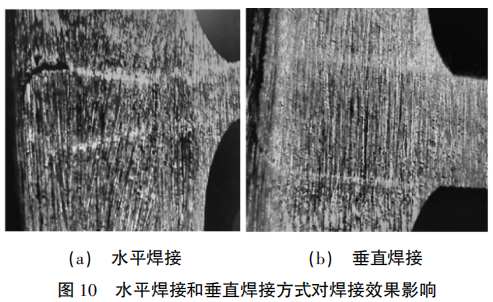
3)焊接放置方式。根據(jù)釬焊連接原理,由于釬料在高溫條件下呈液態(tài),待焊工件的擺放方式將影響釬料的流淌性最終影響焊接效果。圖10分別研究了水平放置和垂直放置對焊縫的微觀影響,由顯微分析結(jié)果可知,采用水平放置焊接,焊縫末端可能存在釬料未流布區(qū)域,而采用豎直放置的方式,在重力作用下焊縫釬料流布均勻,填充密實。因此,垂直放置焊接更有利于焊料填充提高焊接質(zhì)量。
綜上,通過提高零件潔凈程度、合理調(diào)配阻焊劑、采用垂直放置方式釬焊均有利于改善焊縫質(zhì)量,提高.傳感器接線盒與鎧裝熱電極電纜間的焊接密封性。
2.3.3設計專用焊接散熱工裝
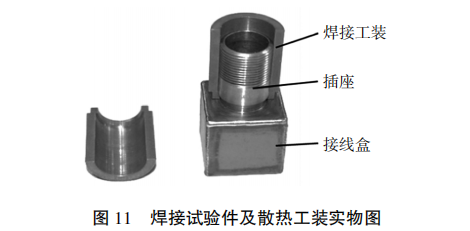
為進一步提高傳感器輸出端焊接質(zhì)量,將插座與接線盒焊接位置遠離玻璃燒結(jié)面的同時設計了專用焊接散熱工裝,焊接工裝為兩半圓形純銅零件,焊接時可將插座包裹,迅速將焊接熱量散失,進一步避免玻璃封接面承受較高溫度。為了驗證焊接工裝的有效性,按照傳感器輸出端結(jié)構(gòu)試制(圖11)的試驗件,接線盒內(nèi)部灌封氧化鎂粉,焊接插座時用紅外溫度計對玻璃封接面進行監(jiān)控,結(jié)果顯示在相同焊接工藝條件下,采用焊接工裝后玻璃封接面溫度(約140℃)可降至原未采用焊接工裝的玻璃封接面溫度的一半(約300℃)。
3結(jié)論
1)充分干燥后焊接對提高熱電極焊接質(zhì)量效果明顯,熱電極端部采用高溫冷拉焊絲進行氬弧焊封焊替代激光焊焊接,并在焊接時采用純銅工裝也可改善熱電極端部密封效果,提高絕緣性能。
2)多測點鎧裝熱電偶傳輸端鎧裝電纜彎曲變形前進行適當溫度固溶處理可有效將硬脆雜質(zhì)相溶解,改善材料的塑性,進而保證鎧裝熱電極電纜彎曲質(zhì)量。
3)通過插座結(jié)構(gòu)改進設計、細化火焰釬焊工藝、設計專用焊接散熱工裝等方式也可提高傳感器輸出端的密封性能,接線盒與鎧裝熱電極電纜間的火焰釬焊工序中,提高零件潔凈程度、合理調(diào)配阻焊劑、采用垂直放置方式釬焊均有利于改善焊縫質(zhì)量,從而改善傳感器的絕緣性能。

