焊錫對熱電偶測溫誤差影響分析
發(fā)布時間:2021-01-05
瀏覽次數(shù):
摘要:航天器真空熱試驗中為了消除焊錫可能帶來的溫差熱電勢,文章采用Keithley2750數(shù)據(jù)測量系統(tǒng),通過比較法對焊錫與銅、焊錫與康銅之間的溫差熱電勢進行了測試分析。
標(biāo)準(zhǔn)熱電偶選擇銅-康銅熱電偶,測試溫度范圍為-195-+75℃.測試時,
熱電偶冷端為冰水混合物,熱端為液氮浸泡過的不銹鋼圓柱體或熱水瓶。為了確保回路中的焊點處于相同的熱環(huán)境條件,可采用多層隔熱組件進行包覆,避免接插件直接接觸熱沉。
1引言
航天器真空熱試驗中大量使用熱電偶進行溫度測量,在測量回路中有多處焊點采用焊錫焊接。根據(jù)熱電偶中間導(dǎo)體定律,如果焊錫點溫度不--致,就會帶來附加熱電勢。本文的目的是研究焊錫_銅和焊錫-康銅在不同溫差下的熱電勢,分析該熱電勢對銅-康銅熱電偶熱電勢的影響程度。
2熱電偶測溫原理及測試
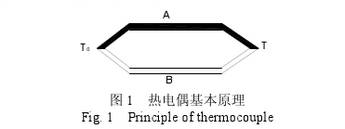
2.1熱電偶基本原理
如果用A.B兩種不同的金屬構(gòu)成一閉合電路,并使兩接點處于不同溫度,如圖1所示,則電路中將產(chǎn)生溫差熱電勢(U),并且有溫差電流流過,這種現(xiàn)象稱為溫差電效應(yīng)。
熱電偶的中間導(dǎo)體定律證明,在A、B兩種金屬之間插入任何一種金屬C,只要維持它和A、B的聯(lián)接點在同一個溫度,這個閉合電路中的溫差熱電勢總是和只由A、B兩種金屬組成的溫差電偶中的溫差熱電勢-一樣。如果第三種金屬兩端溫度不同,則將產(chǎn)生附加熱電勢,帶來熱電偶測量誤差。
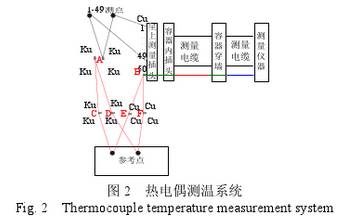
2.2熱電偶測溫系統(tǒng)原理.
熱電偶測溫系統(tǒng)原理如圖2所示。測試過程中通過測量儀器分別測量通道中1至49針與第50針之間的熱電勢,參考點的溫度通過鉑電阻測量,經(jīng)過計算可以得到測點1至49的溫度值。在測量回路中,測量電纜與容器內(nèi)插頭插針之間、測量電纜與容器穿墻插頭插針之間、熱電偶線與星上插頭插針之間由于材料不同,如果存在溫差都有可能產(chǎn)生溫差熱電勢。本文主要研究熱電偶銅線與焊錫之間、熱電偶康銅線與焊錫之間的溫差熱電勢,即在圖中A、C、D三點可能形成的康銅-焊錫熱電偶及E、F兩點可能形成的銅-焊錫熱電偶溫差熱電勢叼。
2.3熱電偶的定標(biāo)
熱電偶定標(biāo)的方法主要有兩種。
(1)比較法:即用標(biāo)準(zhǔn)熱電偶與被校熱電偶測同-溫度,得到--組數(shù)據(jù),由標(biāo)準(zhǔn)熱電偶所測熱電勢對被校熱電偶測得熱電勢進行校準(zhǔn)。在被校熱電偶的使用范圍內(nèi)改變不同的溫度、進行逐點校準(zhǔn),即可得到被校熱電偶的校準(zhǔn)曲線。
(2)固定點法:利用幾種合適的純物質(zhì)在一-定氣壓下(--般是標(biāo)準(zhǔn)大氣壓),將這些純物質(zhì)的沸點和熔點溫度作為已知溫度,測出熱電偶在這些溫度下對應(yīng)的電動勢,從而得到熱電勢以及熱電勢與溫度關(guān)系曲線,即校準(zhǔn)曲線。
3焊錫附加熱電勢測量方法
焊錫為錫與其他金屬的合金,熱電偶回路焊接中經(jīng)常用到的焊錫是由錫和鉛兩種金屬按一定比例融合而成的。
當(dāng)錫和鉛按比例融合后構(gòu)成錫鉛合金焊料,此時其熔點變低,使用方便,并能與大多數(shù)金屬結(jié)合。焊錫的熔點會隨著錫鉛比例的不同而變化,錫鉛合金的熔點低于任何其他合金的熔點。優(yōu)質(zhì)焊錫的錫鉛比例是按63%的錫和37%的鉛配比的,其熔點為183℃。
本文采用比較法進行銅-焊錫、康銅-焊錫之間熱電勢的測量。選用的標(biāo)準(zhǔn)熱電偶為銅-康銅熱電偶,牌號為06-06-15。焊錫材料為錫鉛合金,直徑為1.05mm,材料的配比為Sn占63%,Pb占37%。
共制作3種熱電偶,分別為銅-康銅、焊錫-康銅、焊錫~銅,每種熱電偶分別制作2支,共6支。銅-康銅熱電偶通過熔焊制作,未引入焊錫材料;焊錫-康銅熱電偶、焊錫-銅熱電偶直接通過焊錫焊接。6支熱電偶信號測量端通過壓接方式接入7702接線盒。
定標(biāo)時把恒溫端浸入冰水共存的保溫杯中,熱端插入變溫體中。高溫端(0℃以上)變溫體為裝有熱水的瓶子,熱水瓶在空氣中自然降溫,得到0℃以上的溫度變化環(huán)境。低溫端(0℃以下)變溫體為采用不銹鋼加工的圓柱體,直徑為100mm,高度為100mm。在圓柱體表面直徑為60mm的圓周上加工6個直徑6mm、深30mm的沉孔,將6支熱電偶分別放入6個沉孔中,用導(dǎo)熱硅脂填充。測試時采用液氮將圓柱體冷透,放在空”(環(huán)境下回溫,從而得到變溫環(huán)境。
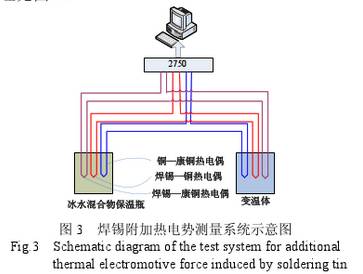
測溫采用Keithley2750數(shù)據(jù)測量系統(tǒng)凹,系統(tǒng)由2750數(shù)字多用表、7702接線盒、E5810網(wǎng)關(guān)、計算機組成,使用專用測量軟件進行測量。測量系統(tǒng)精度為士3.5μV,分辨率為士0.1μV,采樣周期為60s。數(shù)采系統(tǒng)通過E5810網(wǎng)關(guān)將GPIB接口轉(zhuǎn)成LAN接口接入數(shù)據(jù)采集計算機。測試原理見圖3。
測試過程中,始終保持恒溫端處于冰水混合狀態(tài),則變溫體溫度即為熱電偶的溫差。本文首先進行高溫端熱電勢的測試,溫度范圍為7~75℃范圍;其次進行低溫端熱電勢的測試,溫度范圍為-195~+10℃。
4結(jié)果分析
4.1溫差計算
熱電偶正負端的溫差是通過銅-康銅熱電偶測得的。首先,根據(jù)牌號為06-06-15銅-康銅熱電偶分度表對溫差-熱電勢進行擬合,擬合分3段完成回。擬合公式為
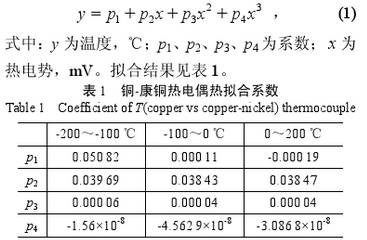
4.2焊錫材料與銅、康銅之間熱電勢分析
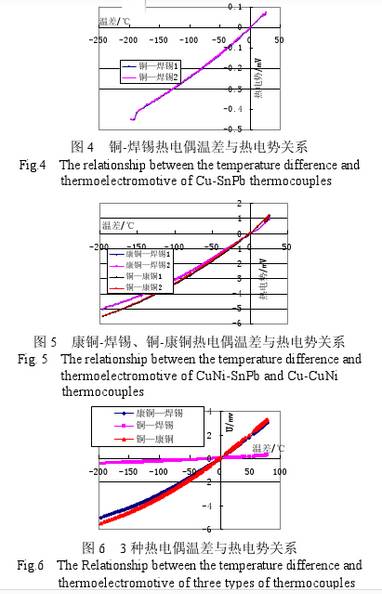
根據(jù)公式(1)擬合結(jié)果及實際測量的銅-康銅熱電勢計算得出變溫體溫度,根據(jù)此溫度及測得的銅-焊錫、康銅-焊錫熱電勢即可得到銅-焊錫溫差與熱電勢、康銅~焊錫溫差與熱電勢之間的關(guān)系。
圖4為2支銅-焊錫熱電偶溫差與熱電勢關(guān)系圖,圖5為2支康銅-焊錫、2支銅-康銅共4支熱電偶溫差與熱電勢關(guān)系圖。3種熱電偶熱電勢的算術(shù)平均值與3種熱電偶熱電勢與溫差之間的關(guān)系見圖6。從圖4、圖5可以看出,3種熱電偶測試數(shù)據(jù)具有較高的一-致性。
擬合銅-焊錫、康銅-焊錫溫差與熱電勢之間的關(guān)系,得出

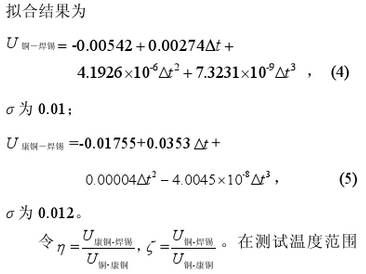
內(nèi),相同溫差下,?在85%~95%之間,平均值為92%;?在6.2%~7.4%之間,平均值為7.1%。即相同的溫差下,康銅-焊錫之間產(chǎn)生的熱電勢比銅-焊錫之間產(chǎn)生的熱電勢大得多。
5結(jié)論
相同的溫差下,焊錫-康銅之間的熱電勢平均為銅-康銅之間熱電勢的92%,焊錫.銅之間的熱電勢平均為銅-康銅之間的溫差熱電勢的7.1%。
在熱電偶回路中,應(yīng)該確保被焊接兩種材料直接接觸,避免虛接或斷開而靠焊錫連接。對于焊點處,應(yīng)避免其周圍熱邊界差異很大,如將插頭直接放置在熱沉上等,因為插頭內(nèi)焊點處于不同的溫度場中會產(chǎn)生溫差,給測量系統(tǒng)帶來附加熱電勢。在試驗過程中,需要將焊點等處用多層隔熱組件包裹,將其懸掛起來避免直接和熱沉接觸。
目前正在研究新的熱電偶制作工藝,熱電偶焊點采用壓接技術(shù)而不引入焊錫,這樣就可以徹底避免焊錫所帶來的附加熱電勢,提高熱電偶的測溫精度。

